

高回弹聚氨酯泡沫塑料缺陷解决方案
高回弹聚氨酯泡沫塑料缺陷解决方案
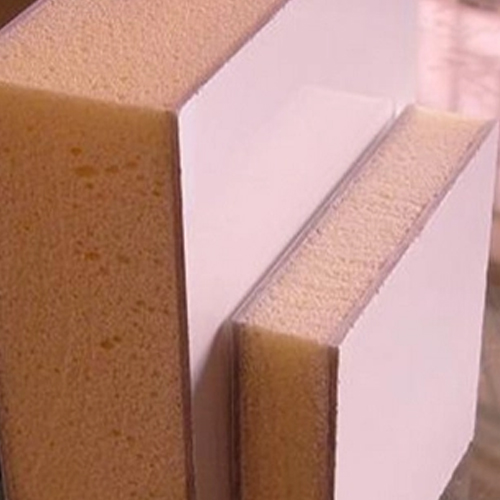
冷熟化高回弹聚氨酯泡沫塑料是一种优良的座垫材料,它具有回弹性好、阻燃性好、成本低等优点。但在高回弹泡沫的实际生产过程中,经常遇到泡沫收缩、泡沫中空塌泡、有残余气味、表面不好有气孔、湿热老化性能差等一系列缺陷。笔者在近年的工作中针对生产中出现的实际问题,进行了一些探索。
| 中文名 | 聚氨酯泡沫塑料 | 硬 度 | 软质和硬质两类 |
| 具 有 | 极佳的弹性、柔软性等 |
1 泡沫收缩
在实际生产中,常出现且较难解决的问题就是泡沫收缩。造成收缩现象的主要有工装模具及原材料两方面的原因,且这两者是相辅相成的。
1.1 工装模具方面 在模具密封不好的情况下,容易引起漏料,使泡沫体达不到设计的密度,导致泡沫收缩。在收缩的同时,在相应的合模线附近泡沫制品会产生硬边现象。可以通过提高模具口的密封性,或适当提高模具锁模力来解决。
1.2 原材料方面
如果发泡过程中气泡膜壁弹性较大,在气体大量发生造成体积膨胀时,泡孔也同时胀开而不破裂,则所得气泡大部分为闭孔,即闭孔率偏高,则当泡沫体冷却时,气泡内气体压力下降,导致泡沫收缩变形。产生这种闭孔现象,笔者认为主要有4种解决办法。
(1)可通过调节催化剂用量以控制泡沫孔径和开孔率。通常胺催化剂主要催化异氰酸酯与水的反应(即发泡反应),三亚乙基二胺或有机锡催化剂主要用于催化异氰酸酯与多元醇的反应(即凝胶反应)。如果促进凝胶的催化剂过量,则泡沫过早凝胶,泡孔壁膜韧性好,不易破裂,形成闭孔。要想控制泡沫孔径和开孔率,可适当降低凝胶催化剂的用量,以降低分子链增长速度,使发气高峰时气泡膜壁弹性降低,减少闭孔率。
(2)闭孔的形成也与聚醚多元醇的聚合度及支化度有关,这是由于在NCO/OH反应中,官能度高的聚醚形成网状结构较快,即形成的泡孔膜壁弹性较大,增加闭孔率。可降低聚醚的平均官能度来减少泡沫闭孔率。
(3)泡沫稳定剂的用量偏高,会导致泡孔过于稳定,不开孔,造成收缩。因此生产中泡沫稳定剂的用量要适当。
(4)当异氰酸酯指数偏高时,可能造成泡沫闭孔现象加重,造成收缩。生产时异氰酸酯指数要控制。
2 泡沫内部局部中空、塌泡
在高回弹聚氨酯泡沫塑料生产过程中产生泡沫内部局部中空、塌泡现象,主要有两在类原因。
2.1 凝胶与发泡反应速率不平衡
发泡中,在大量气体产生的终阶段,气泡膜壁的粘度较大,但弹性较差,这样,在气泡中气体不断增加的情况下,无法承受膜壁的拉伸,从而造成气泡破裂而使气体逸出,即开孔。如果在气体大量发生时,泡沫膜壁破裂,泡孔的经络和骨架没有足够的强度去阻止这种破裂,破裂将进一步蔓延,这样就会使整个泡沫塌泡;如果破裂蔓延到一小部分即行停止,则也将造成泡沫局部中空或开裂。这种情况,如果增加原料中凝胶催化剂或降低发泡催化剂用量,改善凝胶与发泡反应的平衡,就可以在气体大量发生时,增加气泡膜壁强度,适当降低气体发生量,从而减少或改善泡沫发生中空或塌泡现象。此种现象与闭孔收缩现象正好相反,当发泡催化剂不变、凝胶催化剂用量偏低时,容易造成过度开孔而塌泡。
2.2 泡沫稳定剂用量偏低
有机硅泡沫稳定剂是聚氨酯发泡工艺过程中必不可少的原料之一,它在泡沫体系中能降低各原料成分的表面张力,稳定发泡过程,使泡孔细而均匀。当体系处于低粘度阶段时,它使气孔壁膜能生长到适合开孔的厚度,为后开孔创造条件。如果泡沫稳定剂用量偏低,则泡沫气孔稳定性差,过早开孔,造成塌泡或局部中空。
适当的泡沫稳定剂可以协调开孔的时间段,泡孔的开孔是高回弹泡沫发泡工艺中的一个主要过程,否则会闭孔收缩。但开孔必须在发泡反应与凝胶反应基本完成并达到平衡时出现,即在泡沫升至高点且泡沫强度能支撑自身重量之时,否则便会使泡沫塌泡或中空。
3 泡沫有残余气味
泡沫中的残余气味可能来源于三个方面。
(1)当异氰酸酯过量时,形成的泡沫中会有残余的二异氰酸酯,产生刺激性气味。
(2)如果原料配方中所选的聚醚中挥发物多,发泡后可能有“聚醚味”。
(3)泡沫中残留的胺类催化剂引起的胺臭味较大。解决这种气味可以通过两方面途径。其一,是泡沫可以经过一段时间的高温存放,使泡沫中的残余催化剂挥发,但实际操作起来较困难。其二,加入可以参与泡沫体系的化学反应的胺催化剂,可减轻常规胺类催化剂所引起的胺味,但同时泡沫成本要相应提高。
4 泡沫制品表面有气孔
泡沫制品表面有气孔,或内部有暗洞,这些现象主要可能有以下5种原因。
(1)模具表面光洁度不够,影响物料体系的流动性,使得泡沫表面粗糙、有气孔。这主要要靠提高模具表面光洁度,操作细心,使用较好的脱模剂来解决。
(2)若物料体系粘度过高,流动性差,会造成泡沫制品表面残存气泡。这主要靠降低组合聚醚的粘度来解决。实际工作中比较合适的粘度为1500-1800mPa·s。
(3)如果发泡过程中凝胶速度偏快,时间过短,则物料体系粘度迅速增大,流动性变差,可造成表面有气孔。凝胶时间一般控制在55-65s。但凝胶时间也不宜过长。否则,如果模具的密封性达不到要求,会造成原料浪费。